

![[→]](/themes/default/images/zixuniconim2.svg)
![[x]](/themes/default/images/closeicon1.png)









告别接刀痕,精密抛光—聚氨酯打磨头抛铝合金手机壳去接刀痕解决方案---力创新材料
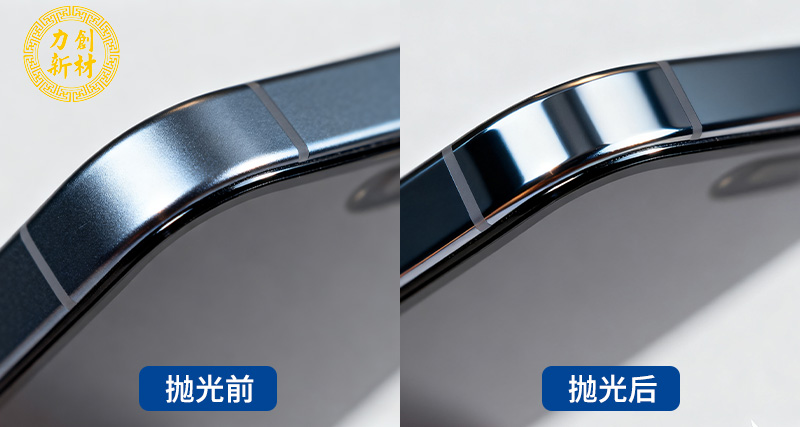
您是否正面临这些铝合金抛光痛点?- 铝合金手机壳中框圆弧处的 “接刀痕” 难以彻底清除,影响外观质感?
- 传统手工抛光或海绵砂抛光 效率低下、一致性差,良率无法保证?
- 加工过程容易产生 不均匀的移除量,导致产品报废,成本高昂?
- 抛光流程繁琐,依赖人工,无法完美融入 自动化生产线,制约产能?
力创的解决方案:聚氨酯打磨头两步高效抛光法
针对高要求的铝合金手机壳抛光,我们推出基于高性能聚氨酯打磨头的标准化抛光工艺。该方案专为CNC自动化设备设计,通过 “低目数高效去痕” 与 “高目数精细抛光” 两个精炼步骤,一站式解决圆弧接刀痕与表面光洁度问题。第一步:低目数(如60# - 400#) - 高效去除接刀痕
使用粒度较粗的聚氨酯打磨头,利用其优异的锋利度和自锐性,对圆弧接刀痕进行快速、均匀的切削移除。其独特的弹性压力能完美贴合弧面,确保移除量均匀,从根本上避免二次接线,为精抛打下完美基础。
第二步:高目数(如800# - 3000#+) - 精细抛光
更换为粒度更细的高目数打磨头,利用其细腻的微气孔结构进行研磨。有效消除前道工序的细微划痕,逐步提升表面光洁度,最终实现抛光效果,满足高端品质要求。
我们的产品不仅是磨具,更是为您提升竞争力的工艺解决方案。
|
特性 |
给您带来的价值 |
|
弹性性能 |
贴合铝合金手机壳复杂曲面与圆弧,施加均匀压力,实现均匀磨损,杜绝塌边与过度切削 |
|
耐磨、锋利、自锐性好 |
使用寿命长,比砂纸耐磨4-6倍;持续露出新磨粒,保持切削力稳定,加工效率高且一致 |
|
均匀微气孔结构 |
兼具切削性与弹性,适合湿磨(需加水冷却),有效散热,避免工件烧伤和堵塞。 |
|
粒度均匀,稳定高效 |
从60目到5000目,粒径精确分布,确保加工效果稳定,良率显著提升。 |
|
全自动化兼容 |
专为CNC、精雕机、五轴机、机械手设计,实现自动化化抛光,减少人工依赖,降本增效。 |
|
支持全方位定制 |
直径(6-100mm)、硬度(30°-95°)、目数、形状(半球/圆柱等)及柄部规格均可定制,完美适配您的设备和工件 |
抛光方式: 底部端面与外圆周均可用于抛光,灵活性高。
适用材料: 铝合金、不锈钢、铜、钢铁等金属。
核心功能: 去接刀痕、去毛刺、除锈、表面抛光与清洁。
适用设备: CNC加工中心、五轴抛光机、精雕机、工业机械手等。
冷却方式: 推荐使用时加水冷却,以获得最佳效果和工具寿命。
广泛应用: 3C电子(手机壳、中框)、精密模具、汽车零部件、航空航天部件。
我们深知每个客户的设备、产品和工艺要求皆不相同。因此,请联系我们力创,让我们用专业的解决方案,助您彻底告别抛光瓶颈,实现质量与效益的双重飞跃!














